公司地址:江西省南昌市青山湖區昌東工業區昌鴻路1778號
聯 系 人:江先生
聯系手機:18720099912
 螺旋鋼管的外觀質量檢測
螺旋鋼管的外觀質量檢測
 螺旋鋼管生產工藝
螺旋鋼管-埋弧焊的原理
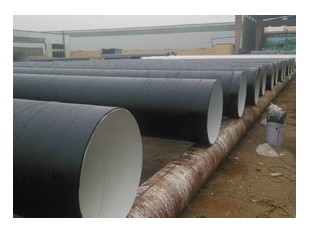
螺旋焊管在排水管道上的應用
螺旋鋼管生產工藝
螺旋鋼管-埋弧焊的原理
螺旋焊管在排水管道上的應用
江西省南油鋼管開發有限公司
聯系人:江先生
銷售熱線:18720099912
0791-88575168
0791-88575178
地址:江西省南昌市青山湖區昌東工業區昌鴻路1778號